A feed and discharge line for lattice boxes with catalytic converters was realised on an existing customer platform in a robot cell.
A forklift driver drives to the left-hand lane of the infeed section with two stacked pallet cages. Both pallet cages are placed on the chain conveyor located there. In front of the feed station there is a stable impact protection with insertion aid and collision protection. The first machine safety gate is installed behind this buffer area.
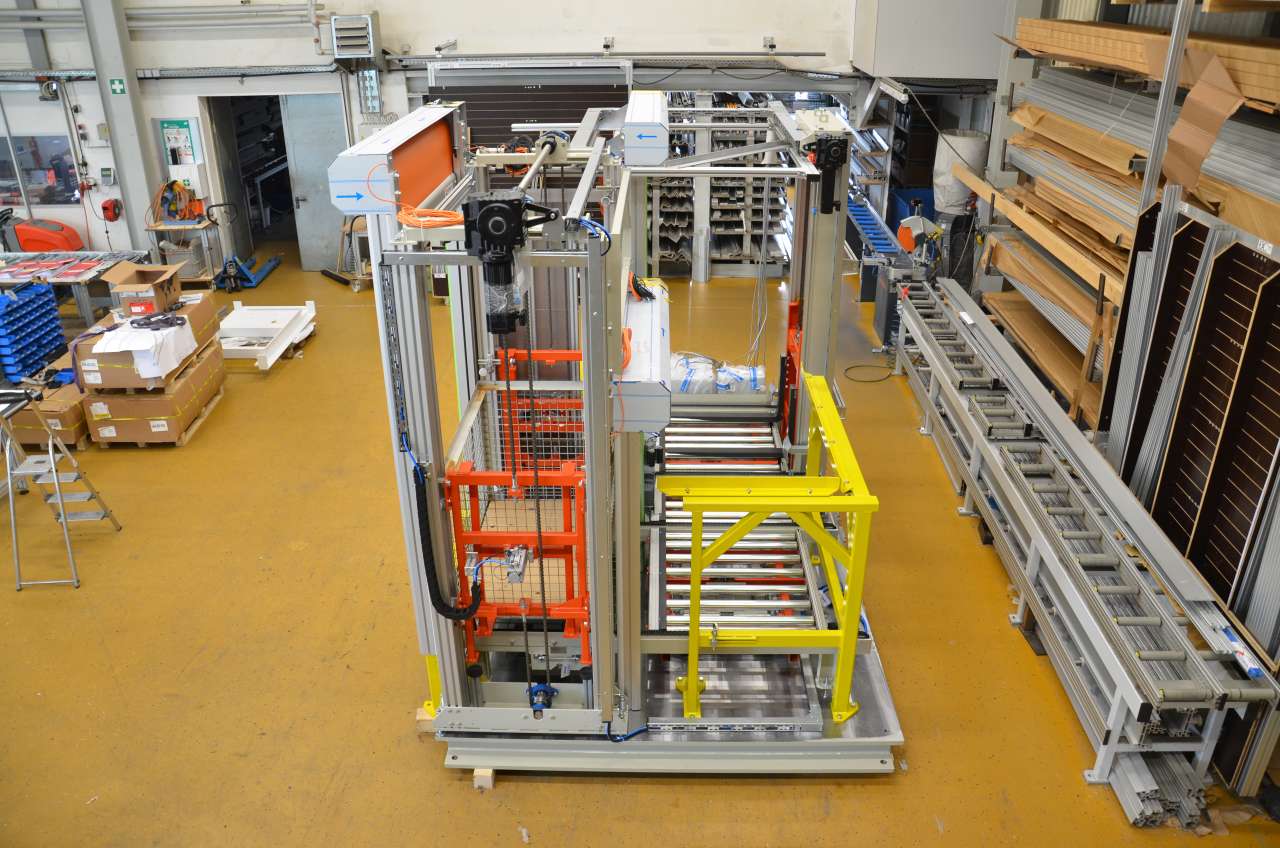
The door is opened via the on-site control system and the two stacked pallet cages run towards the vertical conveyor. The vertical conveyor, which has forklift tines as a load centre attachment, is positioned so that the fork enters between the two pallet cages. The upper pallet cage is lifted slightly so that the lower pallet cage can be lifted out via a lifting transfer unit with integrated roller conveyor and then travel transversely in the direction of the robot loading area.
When the first box has left the area, the vertical conveyor lowers the second box onto the infeed chain conveyor so that it can also be transported further on request from the control system. The first pallet cage is moved via a short roller conveyor onto a lifting transfer unit with integrated roller conveyor and aligned using an alignment device before it lowers and places the pallet cage on the outfeed chain conveyor ready for robot loading. When the pallet cage is fully loaded, the second safety gate opens just enough to allow the filled box to run out into the stacking station.
The stacking station lifts the filled pallet cage and waits for the second filled pallet cage in order to place the first on top of the second. Once the pallet cages have been stacked on top of each other, the on-site control system indicates to the operator that the loaded cages are ready to leave.
On request, the operator opens the safety gate and can remove the loaded boxes. The robot can continue to be loaded, however, as the danger zone is protected by a safety gate.